
L’industrie manufacturière mondiale devrait atteindre une valeur de plus de 20 000 milliards de dollars d’ici 2032, affichant une croissance annuelle rapide par rapport à sa valeur estimée à 14 800 milliards de dollars en 2025 (Ref. 1). L’industrie manufacturière ayant une portée très étendue, la rentabilité est importante et les parties prenantes cherchent en permanence à optimiser leurs procédés. La modélisation et la simulation multiphysiques permettent aux entreprises d’optimiser leurs conceptions et d’accroître leur efficacité tout en réduisant les coûts, les ressources et le temps — sans pour autant sacrifier la précision. Examinons trois exemples industriels présentés lors de la Conférence COMSOL 2024.
1. Essais structurels d’objets imprimés en 3D
Dans la fabrication additive par impression 3D, la résistance mécanique d’un objet dépend du procédé d’impression 3D utilisé pour le créer. Cela pose des défis supplémentaires à la fabrication additive dans divers secteurs industriels. BE CAE & Test, Consultant Certifié COMSOL, a mis au point un système permettant de tester les effets de divers paramètres pour l’analyse structurelle et de développer des modèles numériques dans le logiciel COMSOL Multiphysics®.
Ils ont créé des modèles d’éprouvettes avec différents paramètres (tels que la densité de remplissage et les couches externes) à l’aide du module Structural Mechanics et du module Nonlinear Structural Materials. L’équipe a utilisé le modèle matériau élastique non-linéaire car les relations contrainte–déformation sont non-linéaires, même à des déformations infinitésimales, et un modèle de plasticité, en raison de la non-linéarité à des déformations plus élevées. BE CAE & Test a utilisé les données de validation recueillies pour créer des échantillons d’éprouvettes à partir des modèles et les imprimer en 3D selon des paramètres d’impression définis.
Le modèle 3D, construit à l’aide de COMSOL Multiphysics®, a été importé dans un logiciel de découpage open source et converti en code pour commander l’imprimante 3D. L’imprimante a créé des échantillons avec des taux de remplissage de 25 %, 75 % et 100 % qui ont pu être testés expérimentalement et numériquement.
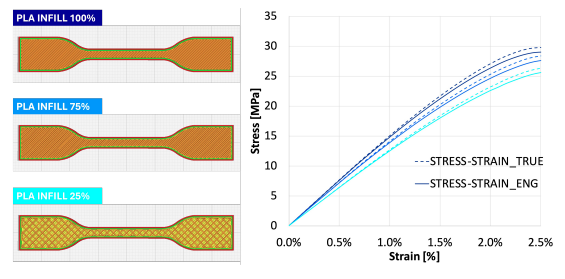 Les pourcentages de remplissage, compris entre 25 % et 100 %, ont eu une incidence mineure sur les tests de résistance.
Les pourcentages de remplissage, compris entre 25 % et 100 %, ont eu une incidence mineure sur les tests de résistance.
Des essais de traction et de flexion ont été réalisés sur les échantillons d’éprouvettes imprimés en 3D afin d’observer l’influence des différents degrés de remplissage sur les résultats des essais. L’essai de traction a permis d’obtenir des ensembles de données pour le point de rupture et la fonction de contrainte. Une validation numérique et expérimentale a été réalisée pour les essais de traction et de flexion. Les courbes moyennes expérimentales de contrainte–déformation pour différents degrés de remplissage ont commencé par être très proches, puis se sont légèrement écartées à mesure que le niveau de déformation augmentait.
Les éprouvettes ont été testées expérimentalement et numériquement jusqu’à la rupture. Le comportement structurel observé lors de l’expérience s’est avéré très conforme aux prévisions numériques.
Pour en savoir plus sur les recherches menées par BE CAE & Test, cliquez ici: “Structural Analysis on 3D Printed Objects Made from Experimentally Characterized Materials”
2. Simulation de la fusion du métal à l’aide de faisceaux laser infrarouges
Seurat Technologies a développé la technologie Area Printing®, une approche novatrice en matière d’impression 3D pour les métaux, qui utilise un puissant laser pour faire fondre rapidement la poudre métallique en divisant les faisceaux laser infrarouges (IR) polarisés verticalement et horizontalement. Dans un article de recherche publié en 2024, la société a indiqué qu’à près de 100 kilowatts, les faisceaux IR font fondre la poudre «couche par couche». Un modulateur spatial de lumière à adressage optique (ou valve de lumière) doté d’une couche de cristaux liquides photoréfractifs contrôle de manière dynamique le motif des faisceaux laser.
Lorsqu’on utilise des faisceaux laser haute puissance approchant les 100 kW, la gestion thermique doit être prise en compte dans la technologie, car l’augmentation de la température de l’appareil a un impact sur les propriétés optiques clés du cristal liquide, ainsi que sur l’efficacité globale de l’appareil. L’équipe de Seurat Technologies a utilisé un modèle numérique validé du processus de chauffage de la couche de cristal liquide pour concevoir le système de refroidissement, puis a simulé la conception du refroidissement afin de déterminer la distribution de température dans la couche de cristal liquide.
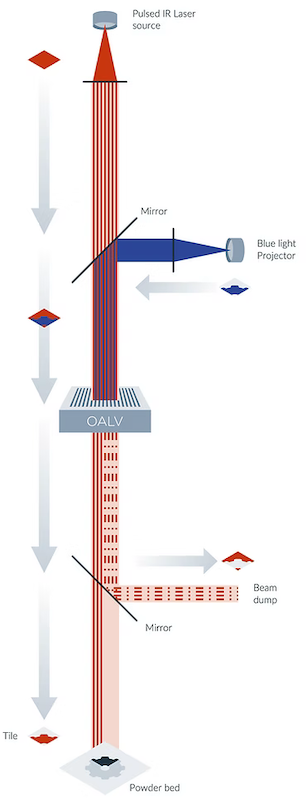
La conception Area Printing® de Seurat Technologies qui utilise des lasers infrarouges pour faire fondre rapidement et précisément les métaux.
Le modèle de chauffage laser à valve optique a utilisé la simulation par éléments finis pour déterminer les distributions de chauffage et de température. Le modèle a utilisé des données d’entrée telles que la puissance du laser, l’intensité de la puissance par centimètre, la température du liquide de refroidissement et le débit, basées sur des mesures réelles de l’appareil. Il a pris en compte l’écoulement non isotherme du liquide de refroidissement à l’aide du modèle de turbulence RANS avec les équations SST et les coefficients d’absorption mesurés comme données d’entrée. Ces données ont été utilisées conjointement avec le module Material Library, un add-on de COMSOL Multiphysics®. L’équipe a validé le modèle stationnaire en comparant la puissance laser expérimentale, qui induit une transition de phase nématique à isotrope (fusion) du cristal liquide E7, à la température prédite par la solution numérique. Lorsque les mesures directes de température ne sont pas disponibles, l’équipe peut alors utiliser ces simulations validées pour optimiser les conceptions de refroidissement par liquide.
L’équipe a découvert que la tache fondue — qui apparaît en raison de la transformation de phase à 57°C — est identique dans la simulation COMSOL Multiphysics® et dans les mesures réelles. (Les mesures consistaient en des images en polarisation croisée où la transition de fusion est visible également sous la forme d’une tache sombre, qui apparaît à 57°C avec une puissance laser de 846 watts.)
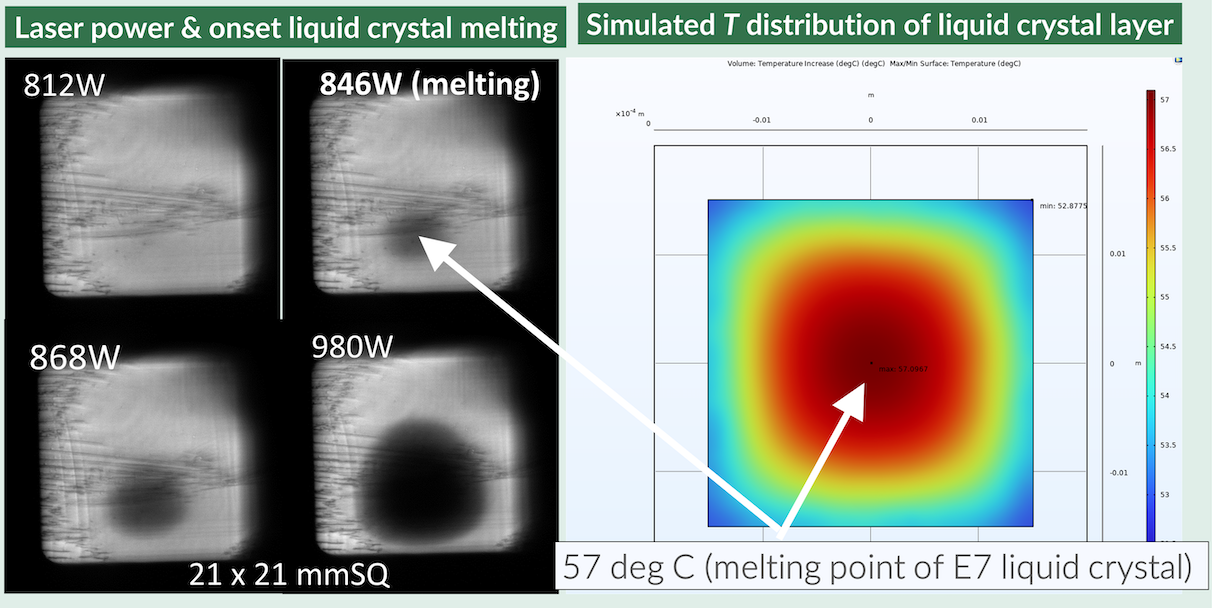 Le point où la transition de phase cristalline liquide E7 se produit à 57°C, apparaissant sous forme de tache sombre dans une image en polarisation croisée, ce qui correspond bien aux calculs.
Le point où la transition de phase cristalline liquide E7 se produit à 57°C, apparaissant sous forme de tache sombre dans une image en polarisation croisée, ce qui correspond bien aux calculs.
Lisez l’article de recherche correspondant de Seurat Technologies ici: “Simulation of heating of a beam shaping spatial light modulator in Area Printing metal 3D printing”
3. Augmenter la longévité de l’acier inoxydable grâce aux revêtements par pulvérisation à froid
Le procédé de pulvérisation à froid (cold spray) consiste à déposer de la poudre métallique sur de l’acier inoxydable à grande vitesse afin d’augmenter la longévité de l’acier en lui conférant une résistance à la corrosion et à l’usure. La grande vitesse à laquelle la pulvérisation à froid est déposée permet la consolidation de composants multimatériaux et de matériaux à gradient fonctionnel (MGF) aux propriétés sur mesure, composés de métaux, d’alliages, de composites et de céramiques.
La fabrication par pulvérisation à froid est actuellement largement utilisée dans les réparations et les revêtements, mais son utilisation dans la construction d’éléments structurels porteurs dans les industries aérospatiale et navale fait encore l’objet de recherches, comme le mentionne un article technique de Triton Systems.
Triton Systems utilise une tuyère de Laval pour accélérer les particules fines dans un flux gazeux et former une liaison métallurgique qui a un faible impact thermique lorsque les particules entrent en contact avec le matériau de base en acier inoxydable (le substrat).

Schéma illustrant le système d’un pistolet de pulvérisation à froid. Sous licence CC BY 4.0 via Wikimedia Commons.
La personnalisation des mélanges de poudres métalliques permet de créer des multimatériaux dotés de propriétés spécifiques. Les MGF sont également adaptés à des propriétés spécifiques. Cependant, les MGF sont fabriqués en modifiant progressivement la composition de la poudre au cours du processus de pulvérisation. Ce changement de composition peut entraîner des modifications progressives des propriétés du matériau, telles que la résistance mécanique, la conductivité thermique ou le coefficient de dilatation thermique. TRACE Simulation, une division de Triton Systems, a utilisé la modélisation et la simulation pour prédire la durée de vie en fatigue des multimatériaux et des MGF pulvérisés à froid à partir de données d’essais mécaniques statiques. Tester la durée de vie en fatigue à l’aide d’un logiciel de simulation augmente l’efficacité et réduit le temps et les dépenses qui seraient nécessaires pour des essais de fatigue en conditions réelles.
Le module Structural Mechanics et le module Fatigue ont été utilisés pour développer un modèle 3D d’attaches pour avion de type 1 avec et sans revêtement, dans des conditions de chargement en fatigue réalistes, afin de déterminer comment les revêtements par pulvérisation à froid améliorent la résistance à la fatigue de l’acier inoxydable. Dans le modèle, une éprouvette de type dog-bone conforme à la norme ASTM E290-22 est soumis à des essais de contrainte cyclique. Les chargements de force et de moment sont définis à l’aide de groupes de chargements, et le comportement à la fatigue des éprouvettes de type dog-bone est déterminé à l’aide d’équations issues de courbes S-N expérimentales. Un revêtement CrC-Ni pulvérisé à froid et résistant à la corrosion est appliqué sur un échantillon du modèle. Le CrC-Ni est représenté par un système défini par l’utilisateur afin de personnaliser les propriétés du matériau. Le modèle génère un résultat exprimant le nombre de cycles par durée de vie des composants multimatériaux et des MGF.
 L’éprouvette de type dog-bone avec un revêtement par pulvérisation à froid a obtenu de meilleurs résultats sous une contrainte de charge cyclique.
L’éprouvette de type dog-bone avec un revêtement par pulvérisation à froid a obtenu de meilleurs résultats sous une contrainte de charge cyclique.
L’équipe a validé les résultats et les prévisions de durée de vie en fatigue ont été comparées aux données expérimentales. Les résultats montrent que l’éprouvette de type dog-bone recouverte d’un revêtement pulvérisé de CrC-Ni présentait une durée de vie en fatigue améliorée et était moins affecté par les contraintes lorsqu’il était soumis à des charges cycliques. Les résultats concordaient étroitement avec les prévisions de durée de vie.
Les connaissances acquises par TRACE Simulation concernant l’amélioration des performances de l’acier inoxydable grâce aux revêtements par projection à froid s’appuient sur les recherches menées sur les composants multimatières et MGF projetés à froid dans des cas de charge cyclique.
Pour en savoir plus sur TRACE Simulation et cette recherche, cliquez ici: “Predicting Fatigue Life of Cold-Sprayed Multi-Materials and Functionally Graded Materials”
La modélisation multiphysique stimule l’industrie manufacturière
Ce ne sont là que quelques exemples illustrant comment les ingénieurs, chercheurs et scientifiques de l’industrie manufacturière utilisent COMSOL Multiphysics® pour optimiser les produits et les processus et améliorer leur efficacité.
Parcourez notre page Industries Manufacturières pour trouver de nombreux autres exemples de ce qu’il est possible de réaliser grâce à la modélisation et à la simulation.
Référence
- Global Manufacturing Market Size and Forecast – 2025-2032. (2025, May). Coherent Market Insights. https://www.coherentmarketinsights.com/industry-reports/global-manufacturing-market
Area Printing est une marque déposée de Seurat Technologies Inc.

Commentaires (0)